アーク溶接モニターカメラ「Cavitar Welding Camera」
溶接モニターカメラ Cavitar Welding Camera

レーザー照明を用いて、アーク光やヒュームの影響をなく、溶融池やその周辺の加工状況を撮影できるカメラです。また、画面上にラインを表示することで、ビード幅の増大、減少などの生産異常を観察することができます。
レーザー照明一体型の小型カメラヘッドの為、設置が容易で、装置への組み込みも容易です。
Cavitar Ltd. (フィンランド)
特徴
アーク光、ヒュームをキャンセルし、鮮明な可視化
今まで溶接を可視化して撮影する際にネックだったのが「溶接時に発生するアーク光、ヒューム」です。
Cavitar Welding Cameraでは照明用レーザーの波長のみを通すバンドパスフィルターにより不要な光をカットし、レーザーの当たった部分のみが明るく見える映像を撮影します。
アーク光を減光して溶接を可視化していた従来の手法では、プール、ワイヤーなど加工部周辺しかみることができませんでした。Cavitar Welding Cameraであれば、画面全体が明るく、鮮明な溶接の可視化が可能です。
装置へ組み込み、加工状況のモニターが可能
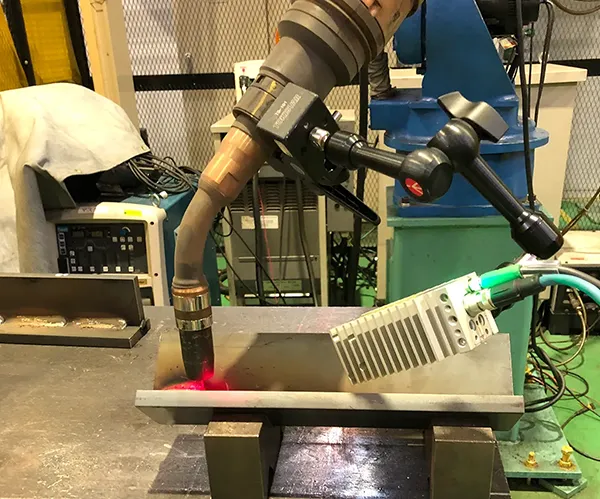
Cavitar Welding Cameraは溶接機に組み込み、加工状況のモニターを行うには最適です。カメラ筐体には固定用のネジ穴があり専用の治具を設計し、加工トーチへのマウントさせる事例もあります。
小型、軽量のボディは狭小部への設置が可能で、取り付けが困難な場所での撮影が容易に行えます。
毎秒70コマ(70fps)で最高解像度は1,440x1,080ピクセルと高解像度
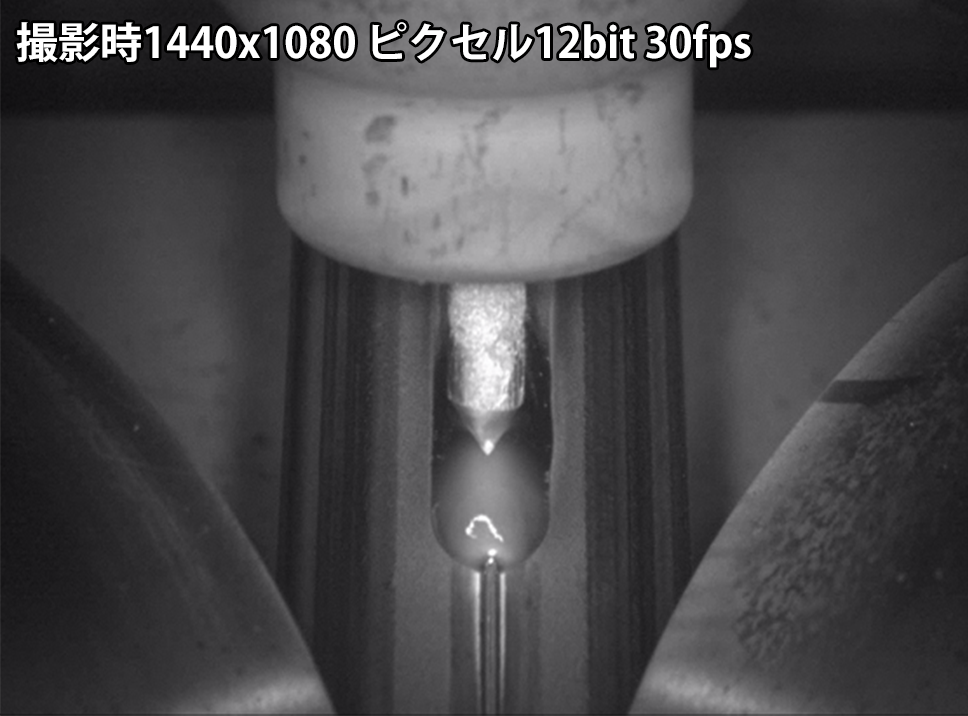
Cavitar Welding Camera はアーク溶接の可視化・モニタリングに最適な70コマ/秒での撮影を行います。
画角はWD200時に約40 x 30mmで、1ピクセルあたり0.027mmと非常に高い分解能で鮮明な映像を収録可能です。
C400はレンズのアップグレードにより、WD150~300mmの細かな調整が可能です。WDを調整することで、ワーク全体像の観察やビードを拡大して撮影したり、今までのカメラでは難しかった溶接現象の把握が可能です。
レーザークラス 3Rのため管理区域不要

レーザー製品はJIS C 6802により危険度に応じてクラスが分かれています。
Cavitar Welding Camera C400で使用している照明用レーザーはクラス3Rのため、インターロック、レーザー管理区域の指定をする必要がなく、低出力パルス発光のため作業者に危害を及ぼしません。
Cavitar Welding Cameraで使用されている溶接可視化用レーザー照明は645nm(赤色)の可視光で、 照射位置がわかりやすいだけでなく、作業者が誤って直接見てしまうことを防ぐことが出来ます。
アーク溶接の可視化
アーク溶接の加工プロセスを可視化できる「Cavitar Welding Camera」で、溶接の状態や不具合を可視化します。

アーク溶接可視化
このような課題を解決します。
- 接合不良の原因がわからない
- 位置合わせをよりスマートに行いたい
- 最適な加工条件出しに時間がかかっている
- 溶接の技能伝承を行いたい
数値化
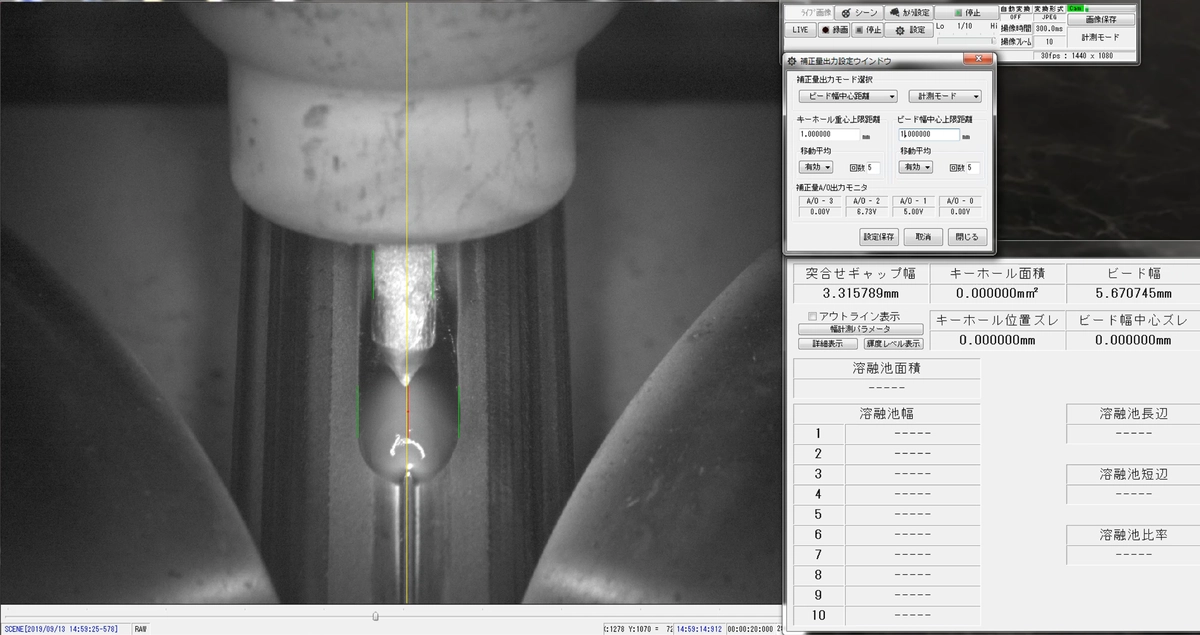
アーク溶接可視化からの数値解析
このような課題を解決します。
- 加工のリアルタイムOK/NG判定を行いたい
- 溶接のプロセスを数値で記録したい
- データをもとに技能伝承したい
撮影事例
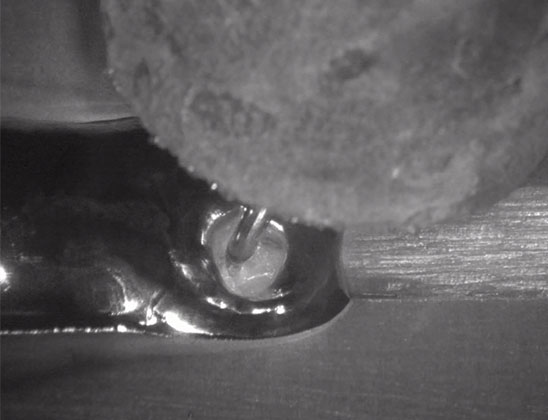
溶接監視 溶接不具合(ブローホール発生の様子)
Cavitar Welding Cameraにて半自動溶接中の不具合、ブローホールが発生する瞬間を撮影しました。今までは出来上がった製品を切断等、破壊検査で確認していたことをカメラで撮影することで発生した瞬間や発生するメカニズムを理解することができます。
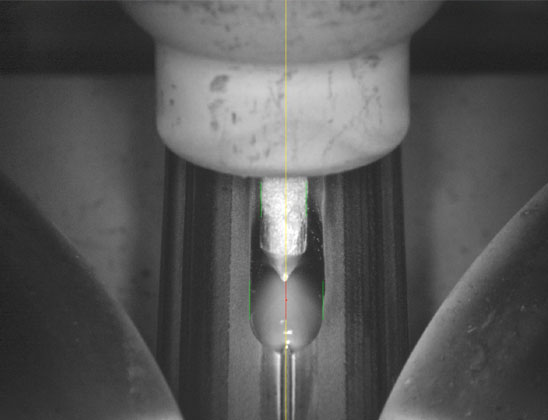
TIG溶接の可視化
Cavitar Welding Cameraによる、TIG溶接の見える化を行いました。今まで見えなかった溶接部を小型カメラで可視化することができ、教育・映像資料として残すことができます。
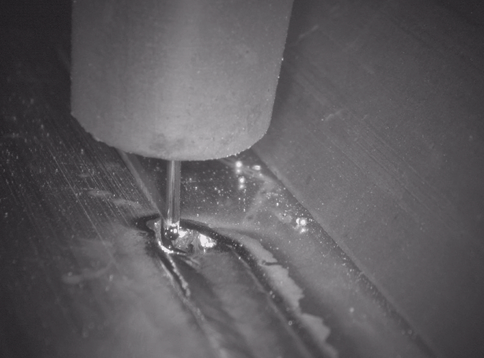
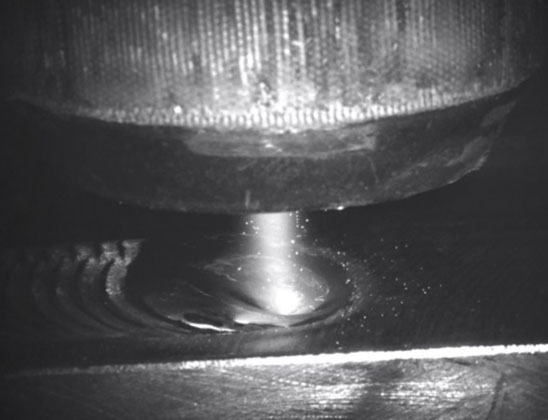
被覆アーク溶接の可視化
被覆アーク溶接を秒30コマの速度で可視化しました。
低水素棒を使用してアークを発生させるところからすべて可視化が可能です。
スラグとプールの区別がわかり、今まで伝えることが難しかった「スラグが追いかけてくる」という現象を映像で伝えることができるようになります。
TIG溶接
MAG溶接

被覆アーク溶接
MIG溶接
プラズマクラッド溶接
主仕様
| モデル | C400 | C350 | C200 ※2025年4月に販売終了しました |
| 特徴 | カメラ・レーザー照明・レーザー本体オールインワン防水、防塵設計(IP66)水冷空冷オプションあり | カメラ・レーザー照明・レーザー本体オールインワン レーザー溶接にも対応する高速撮影モデル |
カメラ・レーザー照明一体型 レーザー本体は分離でコンパクトなカメラヘッド |
| カメラ本体 | |||
| 解像度 | 1,440×1,080 ピクセル | ||
| 撮影速度(フル解像度時) | 70コマ/秒 | 200コマ/秒 | 70コマ/秒 |
| 最高撮影速度 | 100コマ/秒 | 500コマ/秒(2×2ビニング時) | 100コマ/秒 |
| 視野 | 28×21mm(WD150mm)、40×30mm(WD200mm)、51×38mm(WD250mm)、62×47mm(WD300mm) | 28×21mm(WD150mm)、40×30mm(WD200mm)、51×38mm(WD250mm)、62×47mm(WD300mm) | 42×35mm(WD200mm) |
| ワーキングディスタンス (カメラ前面からみたピントの合う位置) |
150~300mmから選択(被写界深度:±20nm) | 150~300mmから選択(被写界深度:±15nm) | 200mm(被写界深度:約±20nm) |
| サイズ(W×H×L) | 38×48.2×99.3mm(突起物を除く) | 30×45×99mm(コネクタ除く) | 29×29×86mm |
| 重量 | カメラ本体 360g | カメラ本体 300g | カメラ本体 130g |
| ケーブル長 | カメラケーブル 10m イーサネット 10m |
カメラケーブル10m USB3ケーブル3m(オプション10m) |
カメラケーブル2.5m ライトガイド2m イーサネット10m(最大30m) |
| 取り付け | M3 側面部各3か所 M4 フロント、リア各2か所 |
M4×4 および M3×6 | M3×10 |
| レーザー本体 | |||
| 波長(nm) | 645±10nm | 645±10nm | 645±5nm |
| レーザークラス | 3R | ||
| サイズ(WxHxL) | ヘッド内蔵 | ヘッド内蔵 | 36 x 46 x 150nm |
| 重量 | ヘッド内蔵 | ヘッド内蔵 | 430g |
| パルス幅 | 2.7μs | 1.7μs | 2.7μs |
| パルスエネルギー | 22.9μJ以下 | 22.9μJ以下 | 270μJ以下 |
| 電源 | AC100~240V 47~63Hz |
||
| 環境 | 保管温度:0~50℃ 動作温度:10~40℃ 湿度80%以下 結露無き事 |
||
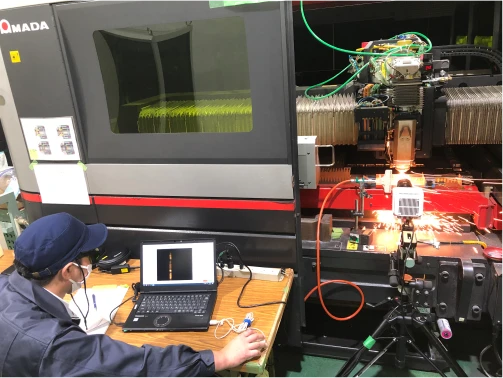
Cavitar Welding Cameraを使用したシステム例
- 溶接不具合監視用途
- 溶接不具合監視・長時間記録システム
- 溶接不具合リアルタイム計測
- 溶接不具合リアルタイム判定(AI画像判定システム)
- 手溶接技術者育成システム
計測請負・レンタル
画像計測のプロフェッショナルが機材提案から撮影、データ提出まで行います。失敗できない実験や撮影人員が必要な場合に最適です。
- 機材選定から撮影、データ提出まで当社が対応
- ハイスピードカメラ初心者の方も安心
- お客様は実験に集中いただけます