レーザー/アーク溶接の可視化計測
レーザー溶接の可視化
レーザ溶接は、高速で加工できることや自由な位置・方向から溶接ができること、微細加工に適しているなど、多くの利点がありますが、反面、
- 急速な冷却による割れ
- 溶け込み不良
- 吸収率の違いに伴う波長選定
など、高品質なレーザー加工を行うためには課題も多いです。
これらの課題解決のツールとして『溶接中の視える化・数値化』が注目されています。

レーザー溶接可視化
このような課題を解決します。
- 接合不良の原因がわからない
- 汚れや劣化による消耗品
- 最適な加工条件出しに時間がかかっている
- 溶接の再現性が低い
数値化
レーザー溶接可視化からの数値解析
このような課題を解決します。
- 定量的に溶接条件を評価したい
- スパッタ、プルームなど細かい課題を解決したい
- 温度やひずみを非接触で計測したい
アーク溶接の可視化
アーク溶接の加工プロセスを可視化できる「Cavitar Welding Camera」で、溶接の状態や不具合を可視化します。

アーク溶接可視化
このような課題を解決します。
- 接合不良の原因がわからない
- 位置合わせをよりスマートに行いたい
- 最適な加工条件出しに時間がかかっている
- 溶接の技能伝承を行いたい
数値化
アーク溶接可視化からの数値解析
このような課題を解決します。
- 加工のリアルタイムOK/NG判定を行いたい
- 溶接のプロセスを数値で記録したい
- データをもとに技能伝承したい
可視化・解析ソリューション資料

ノビテックが提供する溶接・高温金属の可視化解析ソリューションをまとめてご覧いただけます。
取り扱い製品一覧
ノビテックでは、国内外の可視化装置を取り揃え、様々な溶接・不具合に対応した製品・ソリューションを提案しています。
アーク光、レーザー光を
カットし、鮮明な溶接可視化を実現

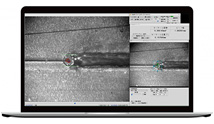
ハイスピードカメラと可視化用照明を使用し、溶接中の加工状態可視化するシステムです。
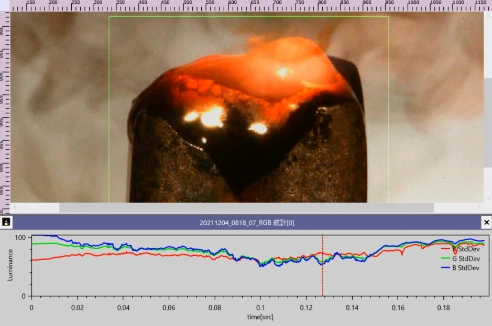
カラー可視化では、溶融部の状態をより鮮明に確認できます。
アーク溶接の可視化・解析
手溶接の技能伝承に


可視化用レーザー照明を用いて、アーク光やヒュームをカットし、溶融池やその周辺の加工状況を詳細に観察できるカメラです。
溶融金属の温度を放射率補正フリーで計測

2色式熱画像計測システム Thermera(サーメラ) は、非接触で溶融金属の温度分布を2次元画像として表示可能な熱画像カメラシステムです。
レーザー溶接のリアルタイム
可視化・解析
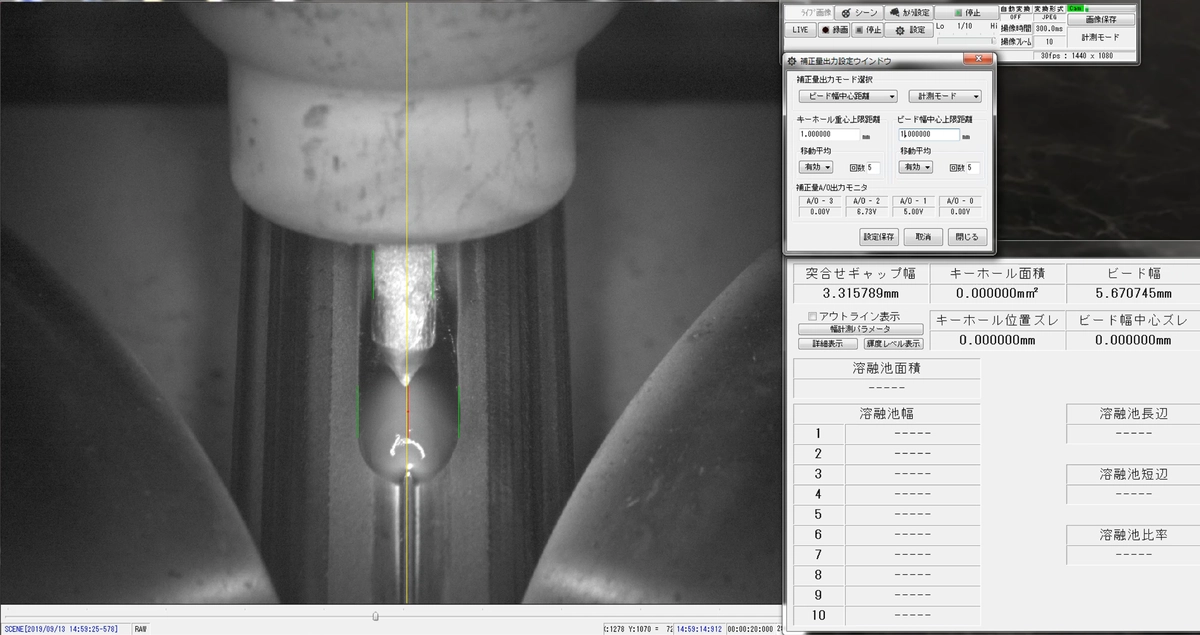
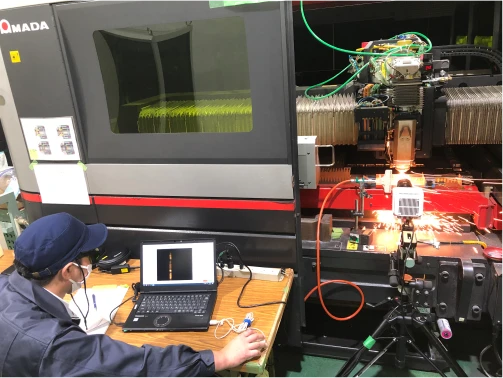
レーザー溶接機の加工ヘッドに専用のリアルタイム高速度カメラを同軸で取り付け、加工中の溶接場をリアルタイムで解析するシステムです。
溶接中のシールドガス、
アシストガスを可視化する


溶接中のシールドガスやアシストガスを可視化するシステムです。
溶接条件を変更した際におけるガスシールド性の評価や最適なガス流量の条件出しに最適です。
100℃以上の高温体を
最高4,000fpsで撮影


中心波長3.7μmで4,000fpsの撮影が可能なハイスピードカメラです。
100℃以上の高温体(溶融金属等)を可視化することができます。
1日単位で可視化装置をレンタル可能

当社の溶接可視化カメラを使用することで、溶接の可視化と解析が可能です。お客様の撮影条件に合わせて、溶接プロセスを詳細に分析し、効率的な溶接をサポートします。
計測請負・レンタルのご案内
ハイスピードカメラは、ご購入いただく以外に計測請負、レンタルもございます。
まずは技術相談からお気軽にお問い合わせください。
計測請負・レンタル
画像計測のプロフェッショナルが機材提案から撮影、データ提出まで行います。失敗できない実験や撮影人員が必要な場合に最適です。
- 機材選定から撮影、データ提出まで当社が対応
- ハイスピードカメラ初心者の方も安心
- お客様は実験に集中いただけます
新着計測事例
レーザー・アークハイブリット溶接のハイスピード撮影
強発光するレーザー・アークハイブリッド溶接の可視化を高速度カメラと、レーザー照明(Cavilux)を...
Cavitar Welding Cameraによる手溶接 半自動溶接
Cavitar Welding Cameraによる手溶接/半自動溶接 Cavitar Welding...
Cavitar Welding Cameraを使った画像解析事例
CavitarWeldingCameraを用いて可視化しました、MIG溶接のビード幅と溶融池の画像計...
【出展情報】人とくるまのテクノロジー展2025 NAGOYA
人とくるまのテクノロジー展2025 NAGOYAでの当社の展示会情報を掲載しています。 公式サイト:...
溶接・金属加工 可視化・解析装置 熱画像計測システムのよくある質問
Q
溶接可視化の原理はなんですか
A
溶接のピーク波長を特殊なフィルターでカットし、同等の照度を持つ照明装置を用いて可視化します。
高繰り返しのパルスレーザー照明や、高輝度白色LED照明、IR LED照明を使用します。
さらに詳しい可視化の原理はこちら
Q
他社のハイスピードカメラと違う点はどこですか?
A
溶接・鋳造・鍛造などの高温金属の表面から発せられる、熱ゆらぎの影響を低減できる機能を有しています。
当社取り扱いのハイスピードカメラPhantomはCDSという機能で1フレームごとに補正をかけているので鮮明な画像取得が可能です。
Q
どのような技術サポートが受けられますか?
A
ノビテックではマニュアルや動画を用いたサポートのほか、技術サポートを派遣して1日単位から撮影が可能です。
ひずみ解析(DIC)やスパッタ解析など各種画像解析も承っています。
まずはお気軽にご相談ください。
お問い合わせはこちら