アーク溶接の可視化・解析事例
可視化・解析でアーク溶接の品質を向上
アーク溶接では、電極やシールドガス、電流・電圧の設定、母材の種類など多岐にわたる要因が溶接品質に影響を与えます。そのため、高品質な溶接を実現するには、プロセスの可視化と解析が不可欠です。
当社は、アーク光を低減する溶接モニターカメラを用いて、溶接中の溶融部や凝固部を鮮明に可視化・数値化することで、適切な条件設定を可能にし、品質の向上をサポートします。
可視化の仕組み
当社では、溶接モニターカメラ「Cavitar Welding Camera」による可視化を提案しています。
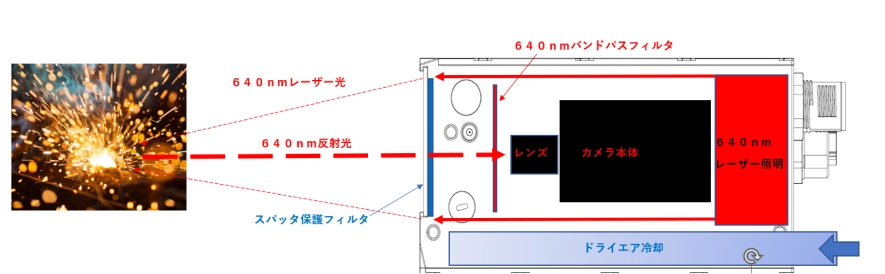
溶接中に発生する強いアーク光の影響で溶接部分が見えにくくなるのを防ぐため、
カメラには波長640nm(赤い光)の「クラス3Rパルスレーザー照明」をカメラの四隅から照射し、溶接部分を照らします。
また、バンドパスフィルターを用いてこのレーザー光のみを通過させ、
他の光(特にアーク光の波長)をカットすることで、溶接中の様子がはっきりと映し出されるように設計されています。
溶接時に発生するスパッタやヒュームによる汚れや破損からカメラを保護するため、
カメラの前面に保護ガラスが装着されています。
また、高温の溶接環境では、カメラ内部にドライエアを循環させることで冷却し、
熱による故障を防ぐ対策が施されています。

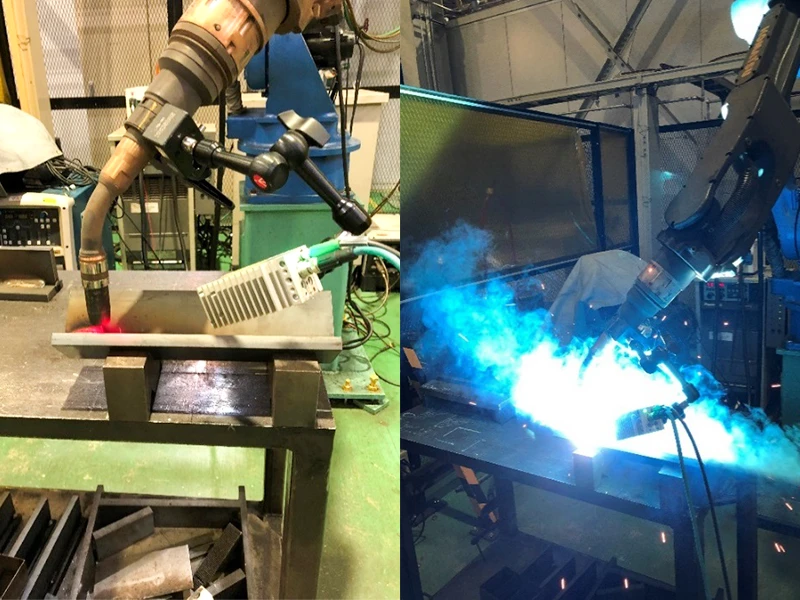
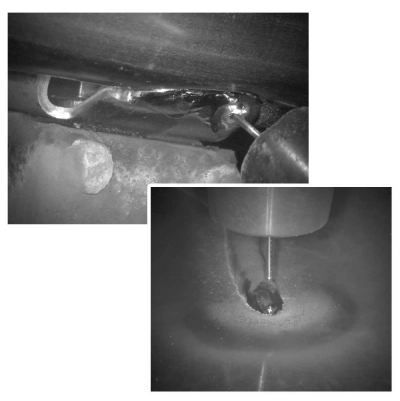
▲実際の写真
使用機材

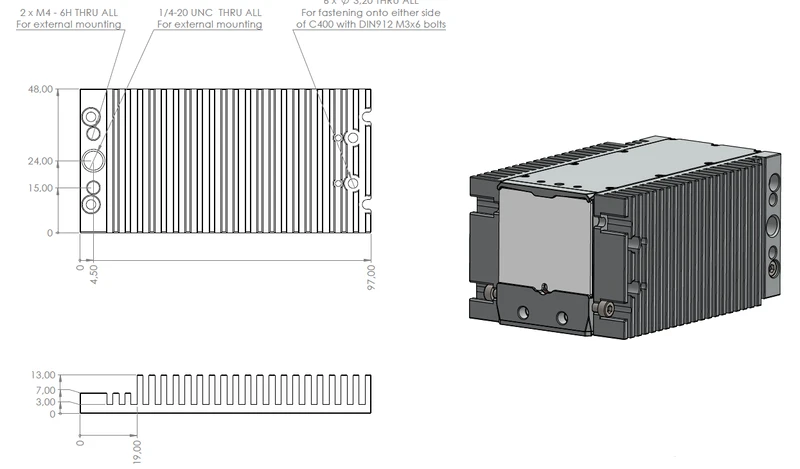
設置イメージ
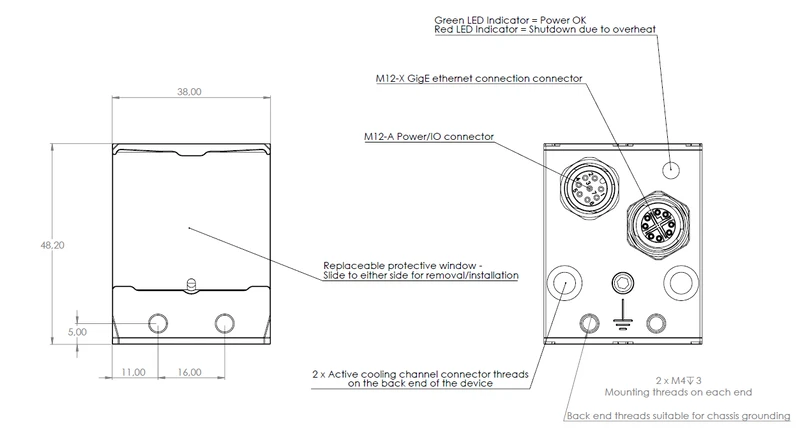
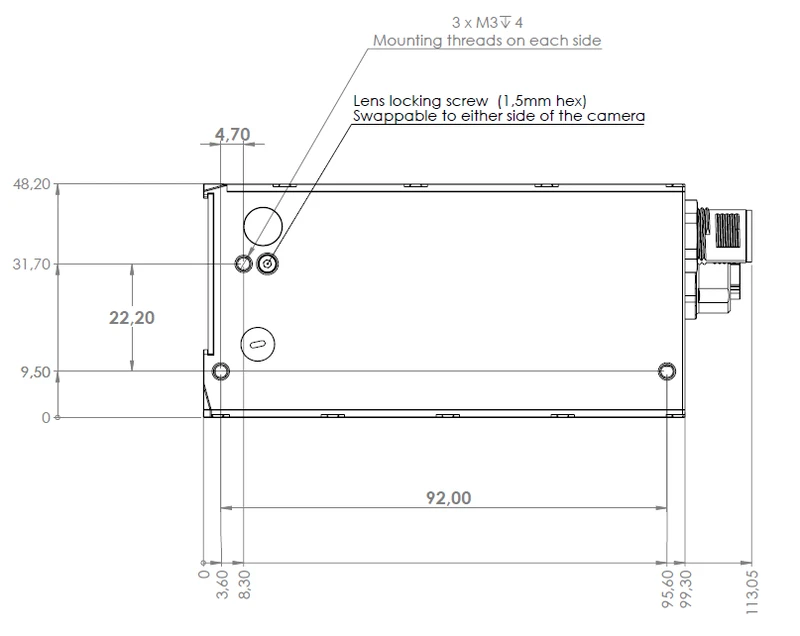
Cavitar Welding Cameraは高さ38×幅48.2×奥行き99.3mmと小型で、溶接機に取り付けて様々な場所に設置することができます。


寸法・仕様
| Cavitar Welding Camera C400 | |
| 解像度 | 1,440×1,080 ピクセル |
| 最大撮影速度 | 70fps |
| ワーキングディスタンス | 150mm~300mm |
| 視野 | 28×21mm (WD150mm) 40×30mm (WD200mm) 51×38mm (WD250mm) 62×47mm (WD300mm) |
| 寸法 | 38 × 48 × 99mm |
| 本体重量 | 350g |
| レーザー照明 | 640nmクラス3R |
| 取り付けねじ | M3 側面部各3か所 M4 フロント、リア各2か所 |
より詳細な仕様はCavitar Welding Camera製品ページをご覧ください
可視化の重要性

溶接は、瞬間的に高温を金属接合部に加えるため、適切な条件を確立することが難しく、多くの現場で課題となっています。特に溶接不良が発生すると、溶融金属の状態が不安定(溶融金属の状態に変化が生じる)となりやすく、品質への影響が懸念されます。 このため、溶接時のモニタリングは溶接不具合監視の重要なポイントとなります。溶接モニターカメラは、リアルタイムで溶融金属の状態を観察でき、不具合の早期検出が可能であり、高品質な製品の維持に寄与します。
従来の溶接カメラとの違い
従来の溶接カメラは、アーク光を低減するための照明が搭載されていないため、主にバンドパスフィルターのみで撮影を行っています。
この方法では、明滅を繰り返すアーク光の影響を大きく受け、特に画像処理に適した明確な画像を取得することが難しいという課題があります。
それに対して、「Cavitar Welding Camera」はクラス3Rパルスレーザー照明を搭載することで、アーク光の影響を効果的に低減し、高精度な画像を提供します。
これにより、これまで明確に可視化することが困難だったアーク溶接中の溶融部と凝固部を観察することが可能となり、溶接条件を適切に設定できるようになります。
また、溶融池面積や溶融ビード幅を画像処理によって数値化することができ、溶接条件を定量的に評価することも可能です。

これまでの溶接カメラ
溶融金属から放射される波長のみを透過するフィルターをカメラ前面に装着/撮影することで、自発光する溶融池やスパッタなどの可視化ができる。ただし、自発光していない周辺部の状況観察はできない。
Cavitar Welding Camera C400
アーク強発光を低減可能なレーザー照明をカメラ内に搭載。カメラ前面から同軸でレーザー照明を照射することで、強発光するアーク光を低減し、溶接中の溶融挙動全体の同時観察が可能。
アーク溶接の可視化事例
アーク溶接は電極を使用して金属を溶解させる溶接法です。
様々な母材や溶接手法の違い、溶接時の電流/電圧、シールドガスによる溶接変化などの事例を紹介します。
可視化事例
様々な母材や出力、レーザー波長での可視化事例を紹介します。
その他の条件や、溶断、金属3Dプリンターなどの計測事例も多数ございますのでお気軽にご相談ください。
アルミ材 MIG溶接
穴あき挙動
アルミ材 MIG溶接
シールドガス 正常
アルミ材 MIG溶接
シールドガス 異常
様々な母材、溶接法ごとの可視化事例
銅材 TIG溶接
凝固割れ
鉄材 MAG溶接
銅平角線 TIG溶接
数値解析
溶接は瞬時に金属接合部に高温を加えるため、高品質な溶接条件を確立するのは非常に難しい課題です。そのため、多くの方が悩む課題です。
高い熱を繰り返す溶接では、溶融金属が常に安定していることが良品の基本です。しかし、溶接不良が発生すると、溶融金属の状態が不安定になりやすく、これが問題の要因となります。したがって、溶接中のモニタリングは不具合を監視する上で非常に重要です。
溶接モニターカメラは、溶接中のアーク/プラズマ強発光を低減した可視化が可能であることから、溶接中に発生する溶融金属の状態観察がリアルタイムでおこなえるため、溶接不具合発生時の検出が可能なツールとして期待されております。
溶接不良は製品の品質を損ない、業績に影響を与える可能性があります。 高い溶接基準を維持するには、さまざまな溶接欠陥、その原因、防止方法を検討することが必要です。
解析項目の一例
自動車アルミ部品:アーク溶接中の溶融池面積、ビード幅計測
Cavitar Weldine Camera C400を使用する事で、アークの強発光により可視化が難しかったアーク溶接中の溶融池の状態が、鮮明に分かるようになりました。
形状判別が難しい溶融池の状態から、幾何学形状(円)を抽出する事により、溶融地面積の推定とビード幅計測が可能となります。
自動車部品:アーク溶接中の溶融池面積、ビード幅計測
鮮明な可視化画像から、溶融池の面積・ビード幅をリアルタイムに計測する事が可能です。
エッジ(溶融部と凝固部境目)検出が難しい画像においても、エッジ抽出アルゴリズムの最適化を行い、安定した計測が可能となっております。
建築厚板の突合せ:アーク溶接中の溶融池、ビード幅計測
溶接工程中にリアルタイムに溶融池の面積やビード幅を計測する事で、一早く溶接不具合を検出する事が可能となります。
検査工程に送る前に、不具合を見つけだす事で、工程内での工数を削減する事はもちろんですが、不具合製品の流出に効果を発揮します。
可視化・解析ソリューション資料

ノビテックが提供する溶接・高温金属の可視化解析ソリューションをまとめてご覧いただけます。